
数控冲床模具间隙怎么算?
钣金厂的师傅一般都会算,也是厂家培训的,一般根据材料来选择。
模具间隙的选择(总间隙) 列表如下:
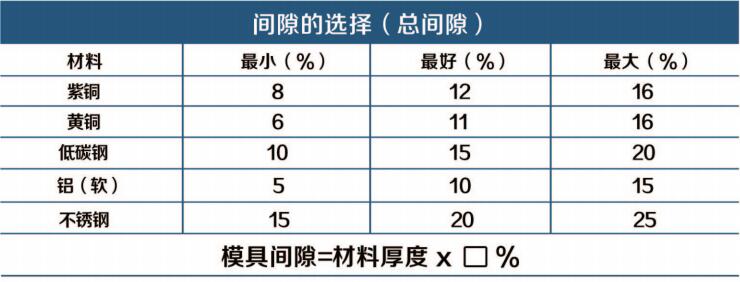
公式即:%比×材料的厚度=模具间隙
工作中,我一般都用的最好间隙,对模具保养的就是好。
使用正确下模间隙的优点:
1、延长模具寿命
2、退料效果好
3、产生的毛刺小
4、得到更干净整齐的孔
5、减小粘料的可能
6、工件平整
7、孔的位置更精确
8、冲孔所需要的压力最小
上边介绍的是模具双边间隙的选择,下面介绍一下模具单边间隙的怎么选。
数控冲压模具间隙的选择,要根据板材的厚度,材料的型号等来确定
大部分铁板材料T=0.5mm-3mm都采用来计算,意思是板材的厚度*.这个很通用
软料:铜铁铝,1.0以下用单+4%T;1.0-3.0用单+5%T;3.0以上用单+7%T
硬料:不锈钢,含碳量高德钢1.0以下用单+5%;1.0-3.0用单+6%T,记得乘以材料厚度
冲裁间隙一般采用切纸试冲和厚薄规测量的方法,或者看产品的光亮带和毛边折弯一般塞垫片或厚薄规
冲压模具的间隙,对冲压件断面质量有极其重要的影响。此外,冲压模具的间隙还影响着冲压模具的寿命、卸料力、推件力、冲压力和冲裁件的尺寸精度、因此,冲裁模具的间隙是冲裁工艺与冲压模具设计中一个非常重要的工艺参数
间隙对冲压件尺寸精度的影响
冲压件的尺寸精度是指冲裁件的实际尺寸与基本尺寸的差值,差值越小,则精度越高,这个差值包括两方面的偏差,一是冲压件相对于凸模或凹模尺寸的偏差,二是冲裁模具本身的制造偏差。
冲压件相对于凸、凹模尺寸的偏差,主要是制件从凹模推出(落料件)或从凸模上卸下(冲孔件)时,因材料所受的挤压变形、纤维伸长、穹弯等产生弹性恢复而造成的。偏差值可能是正的,也可能是负的。影响这个偏差值的因素有:凸、凹模间隙,材料性质,工件形状与尺寸。其中主要因素是凸、凹模间隙值。当凸凹模间隙较大时,材料所受拉伸作用增大,冲裁结束后,因材料的弹性恢复使冲裁件尺寸向实体方向收缩,落料件尺寸小于凹模尺寸,冲孔孔径大于凸模直径.
尺寸与冲压模具尺寸完全一样。当间隙较小时,由于材料受凸、凹模挤压力大,故冲压完后,材料的弹性恢复使落料件尺寸增大,冲孔孔径变小。尺寸变化量的大小与材料性质、 厚度、轧制方向等因素有关。材料性质直接决定了材料在冲压过程中的弹性变形量。软钢的弹性变形量较小,冲压后的弹性恢复也就小;硬钢的弹性恢复量较大。上述因素的影响是在一定的冲压模具制造精度这个前提下讨沦的。若冲压模具刃口制造精度低,则冲压件的制造精度也就无法保证。所以,凸、凹模刃口的制造公差一定要按工件的尺寸要求来决定。 此外,冲裁模具的结构形式及定位方式对孔的定位尺寸精度也有较大的影响。
间隙对冲压模具寿命的影响
冲压模具寿命受各种因素的综合影响,间隙是影响冲压模具寿命诸多因素中最主要的因素之一。冲压过程中,凸模与被冲的孔之间,凹模与落料件之间均有摩擦,而且间隙越小,冲压模具作用的压应力越大,摩擦也越严重。所以过小的间隙对冲压模具寿命极为不利。而较 大的间隙可使凸模侧面及材料间的摩擦减小,并减缓间隙由于受到制造和装配精度的限制, 出现间隙不均匀的不利影响,从而提高冲压模具寿命。
