
冲压吨位计算
根据冲孔形状及材料厚度可以计算出冲孔所需的冲切力。下面介绍无斜刃口冲芯的冲孔:
冲切力( kN) =冲芯周长( mm) x板材厚度( mm) x材料的剪切强度( kN/mm2)
换算成公吨:用kN+9.81
注:冲芯周长:指任何形状的各个边长相加之和
板材厚度:指冲芯要冲孔穿透的板材厚度
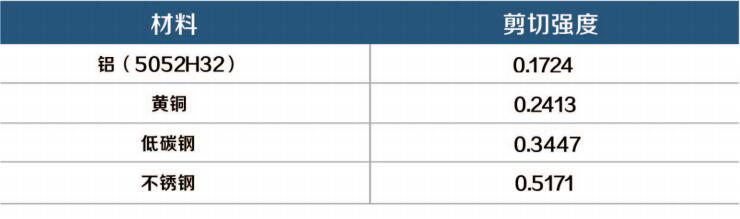
材料的剪切强度:板材的物理性质,由板材的材质决定。
常见材料的剪切强度如下:
举例:
在2mm厚的冷板上冲孔,形状圆中25,计算冲切力
冲芯周长= =3.14x25=78.5mm
材料厚度= :2mm
剪切强度=0.3447kN/mm2
冲切力=78.5x2x0.3447=54.1179kN
54.1179kN十9.81=5.52公吨
