产品中心
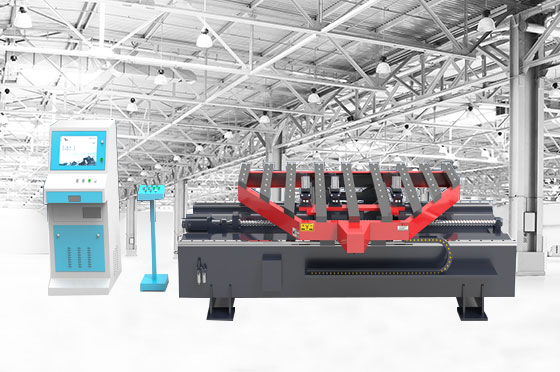
冲割复合机
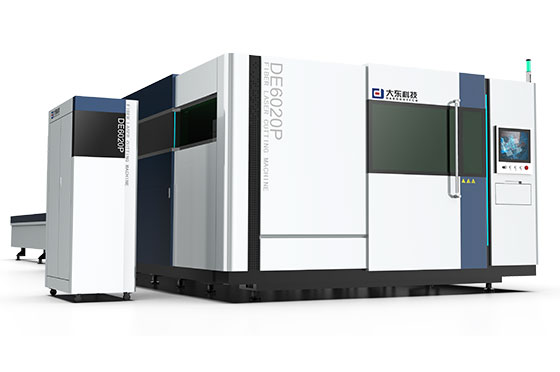
激光切割机
数控折弯机
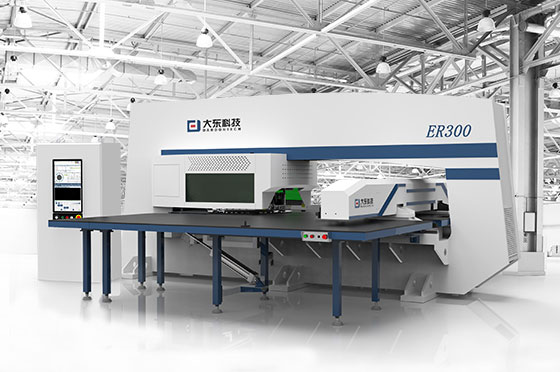
多边折弯中心
数控冲床
数控送料机
数控剪板机
自动化生产线
关于大东
公司概况
智能制造
媒体中心
公司新闻
应用领域
视频中心
常见问题
联系方式
联系我们